. Множество различных технологических операций, выполняемых в процессе изготовления прямых и фасонных элементов вентиляционных систем, могут осуществляться с помощью одного многофункционального станка – ручной зиговочной машины.
. Универсальное оборудование, отличающееся простой конструкцией и компактными габаритами, оснащается несколькими видами парных профилированных роликов, в процессе вращения которых производится обработка металлических тонколистовых заготовок.
* отбортовка кромок изделия;
* нанесение зигов;
* прямая и круговая резка;
* гофрирование труб;
* создание фальцевых соединений;
* соединение элементов воздуховодов (сегментов отводов);
* развальцовка труб;
* обжим фланцевых соединений.
Преимущества ручных зиговочных машин ISITAN
Переносные станки, используемые в заготовительных цехах и на объектах для обработки элементов воздуховодов, водосточных труб и других металлических изделий, имеют множество достоинств:
* легкий вес и компактные размеры;
* надежное крепление;
* простое управление;
* износостойкие валы с бронзовыми втулками;
* несколько пар сменных профилированных роликов;
* оборудование не зависит от источников электроэнергии (ручной привод);
* безопасная эксплуатация.
| MODEL | Shaft length | Bordering Capacity | Roll diameter | Throat Depth | Motor Rotation | Motor Power | Length | Width | Heigth | Weight |
| mm | mm | mm | mm | RPM | kw | mm | mm | mm | kg | |
| IK 0,8 | 110 | 0,8 | 52 | 80 | — | — | 380 | 180 | 380 | 30 |
| IK 1,2 | 140 | 1,2 | 62 | 100 | — | — | 560 | 220 | 500 | 50 |
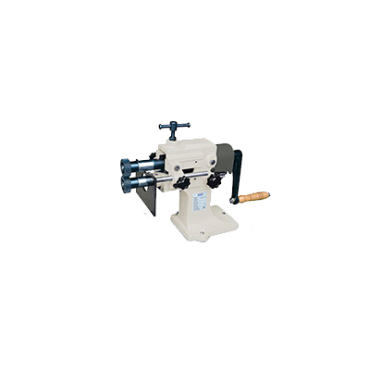
Особенности конструкции и принцип действия ручной зиг-машины
Компактные зиговочные станки с ручным приводом серии IK 0.8 и IK 1.2(ISITAN), крепятся на горизонтальной поверхности (верстаке) с помощью струбцины. Агрегат имеет прочный чугунный корпус и два вала с бронзовыми втулками (нижний и верхний), которые получают вращение от рукоятки через зубчатый механизм, закрытый кожухом.
К концам валов крепится пара профилированных сменных роликов, между которыми зажимается металлическая заготовка. Зигмашины оснащаются регулируемым упором, который фиксируется в необходимом положении с помощью винтов. Данное приспособление позволяет наносить продольные зиги без предварительной разметки.
Процесс обработки тонколистовых заготовок (толщина 0,8 или 1,2 мм) состоит из нескольких последовательных этапов:
* установка упорной пластины;
* установка необходимой пары роликов;
* размещение заготовки между роликами (поднимание и опускание верхнего ролика);
* обработка металлического листа или обечайки путем вращения рукоятки (валы крутятся в противоположных направлениях).
Все технологические операции выполняются двумя руками: одна рука крутит рукоятку, другая – поддерживает обрабатываемое изделие.



